友人が一眼デジカメの他に顕微鏡に取り付けるアダプターを持ってきてくれた。
ありがたや~
しかしTリングがオリンパス用で、EOSはくっ付かない・・・

Tリング買ってこようと思ったが、とりあえずそのまま乗っけて使ってみた。
とりあえず使えるw
でも作業性悪いから、今度買ってこよう・・・

適当に何枚か写真撮ってみた。
対物は40倍で接眼は15倍。
ノギスで0.1㎜幅にジョウの隙を作って確認したら、画角の横幅がちょうど0.1mm(100μm)になるみたいだ。
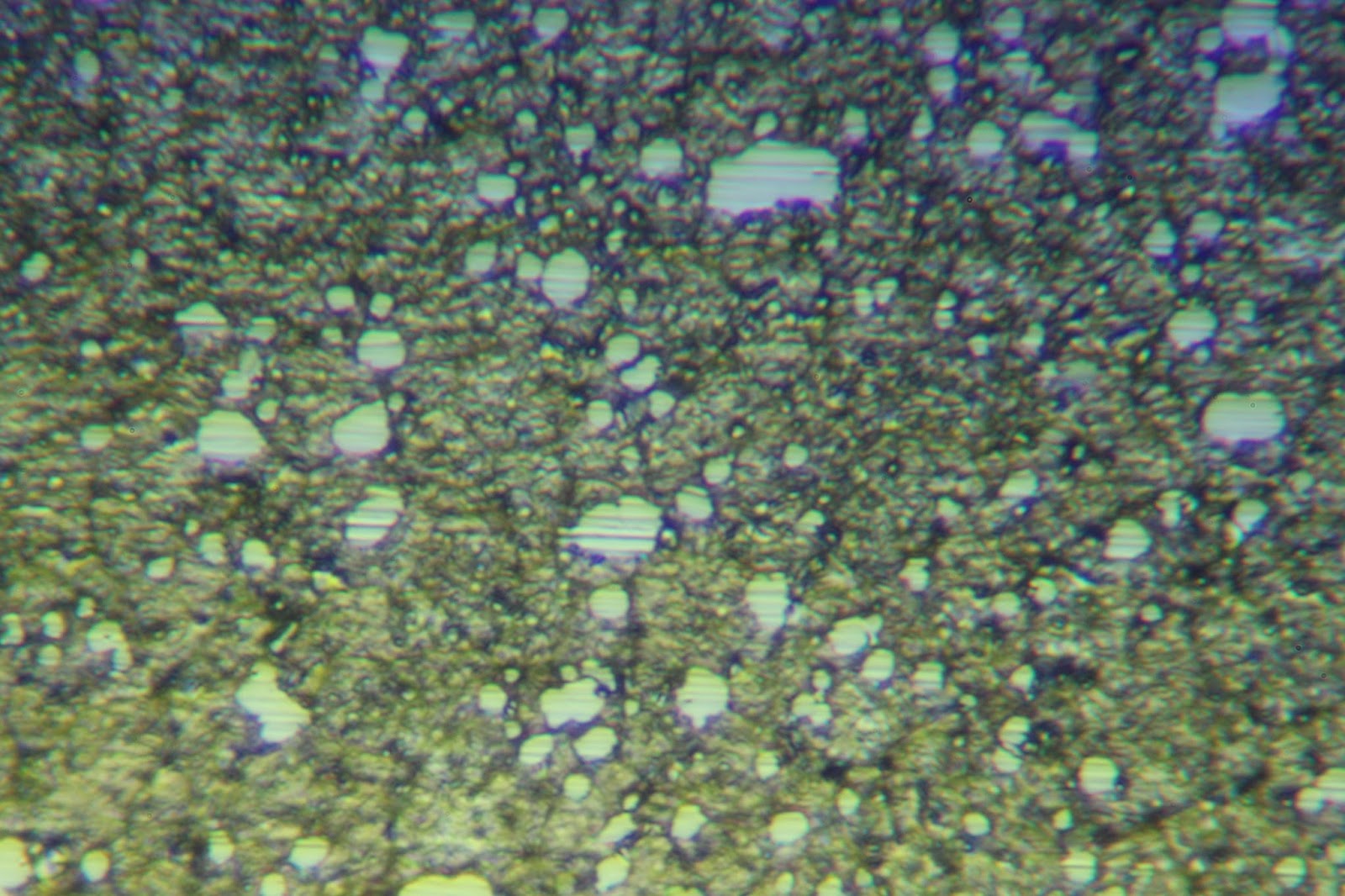
先ずはCRMO7。
白い粒が炭化物。
多角形で結構大きいものが疎らに見える。
一次炭化物がないといわれるCRMO7だが、この多角形で疎らにある炭化物は一次炭化物に相当するものだと思う。画角の寸法から割り出すと2~3μm程度の様だ。
二次炭化物に相当する物は非常に細かくて、この倍率でははっきり写っていない。
CRMO7は磨いた表面に僅かに縞模様が出る事があったが、おそらく抑えきれない一次炭化物の成分によるものだったのだろう。

これはATS34。
ゴロゴロと白く写っているのが一次炭化物。
概ね4~15μmぐらいで、でかい物だと20μm近くあった。
ATS34は磨いた面に縞模様が出やすいが、それはこの圧延方向に引き伸ばされた炭化物の濃淡が見えるから。
粉末鋼のZDP189。
炭化物の粒がそろっていて、分布もそこそこ均一だ。
見える炭化物は2~3μm程度の様だ。
ZDP189の炭化物はほとんどがCrによるものなので、炭化物自体の硬さはMoやVによる炭化物より硬さは低い。
基地の鉄が硬いだけで炭化物の耐摩耗性はそれほど高くないので、研いだ感覚は意外と素直だ。
次がSPGⅡ。
思ったより粒の揃いや分布にバラつきがある。
大きい物で4μmぐらいか。形状が結構歪だ。
おそらく粉末鋼でこの倍率で見えている炭化物は、ほとんどが溶製鋼における一次炭化物に相当するのだと思う。
大きめの炭化物はMoやVによるものなので耐摩耗性に寄与している。
そしてS30V。結構SPGⅡに似ている。
S30Vは炭化物がでかいんじゃないかと思っていたが、SPGⅡとそれほど変わらない。
しかし炭化物の形状がいびつで、分布もそれほど均一ではない様だ。
Vによる非常に硬い炭化物で、耐摩耗性はとても良い。そのためちっと癖があって研ぎにくい・・・

これはカウリX。サンプルで買った熱処理済みブレード。
随分炭化物の形状がいびつだ。ZDP189と比較すると面白い。
ZDP189と比較的成分は似ているそうだが、組織がこれだけ違うと使用感は結構違ってくるのかもしれない。

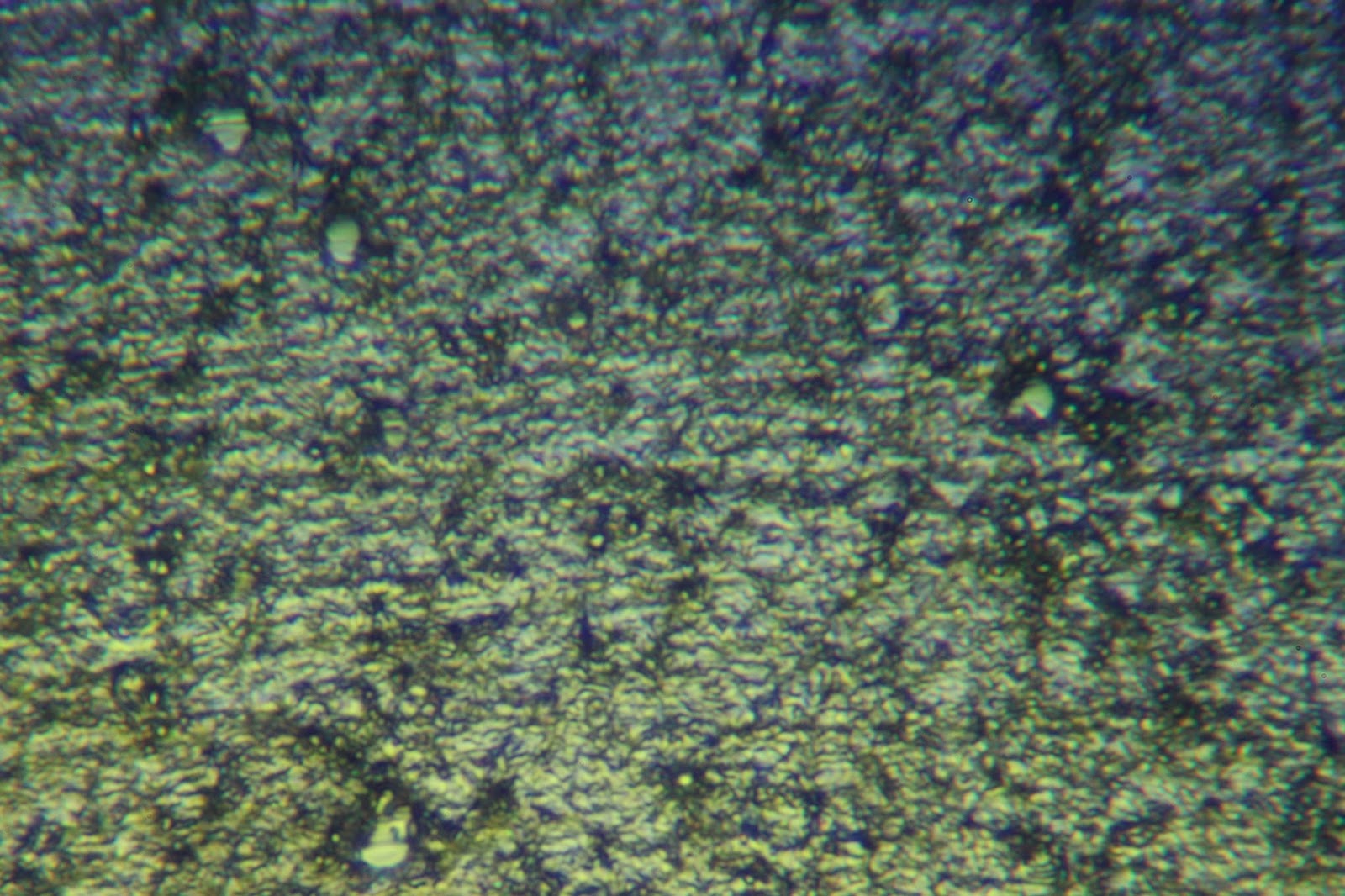
最後はCV134。上記のものは熱処理済みのテストピースだったが、これだけは熱処理前の生材。
組成からして一次炭化物がジャリジャリしているのだろうと思っていたが、もうこれは絶望的だ・・・
以上は適当に撮った写真だったが、何となく色々分かってきた。
ちなみに熱処理前後での見え方の変化だが、この倍率とエッチングの方法だと変化はなかった。
この倍率で見える炭化物は、適正に熱処理されているなら変化はない様だ。
エッチングだが、あまり深く腐食させると被写界深度が狭いので、ピントが手前と奥で会わなくなる。
炭化物はエッチングにより腐食しにくい様で、腐食しやすい基地の鉄が深く腐食する。
炭化物が浮いた状態になるので、基地の鉄とピントが合わない。
表面をきれいに研磨して浅くエッチングしないといけない様だな。
もうちょっと色々やってみると面白い事が分かりそうだw