去年バーキングを貰った頃とほぼ同じ時期に、猟仲間から汎用のベルトグラインダーを貰っていた。
なんでも榊原さんがその昔使ってたものなんだとか。
猟仲間はナイフマガジンに榊原さんの追悼特集があった時に、「ハンターのK氏」として記事に登場した人だ。
ベルトが一般的な汎用ベルトグラインダーの物が使えず、専用じゃないといけないので、しばらく放っぽらかしてあった。
先日モノタロウで買い物があったので、ついででベルトを買ってみた。
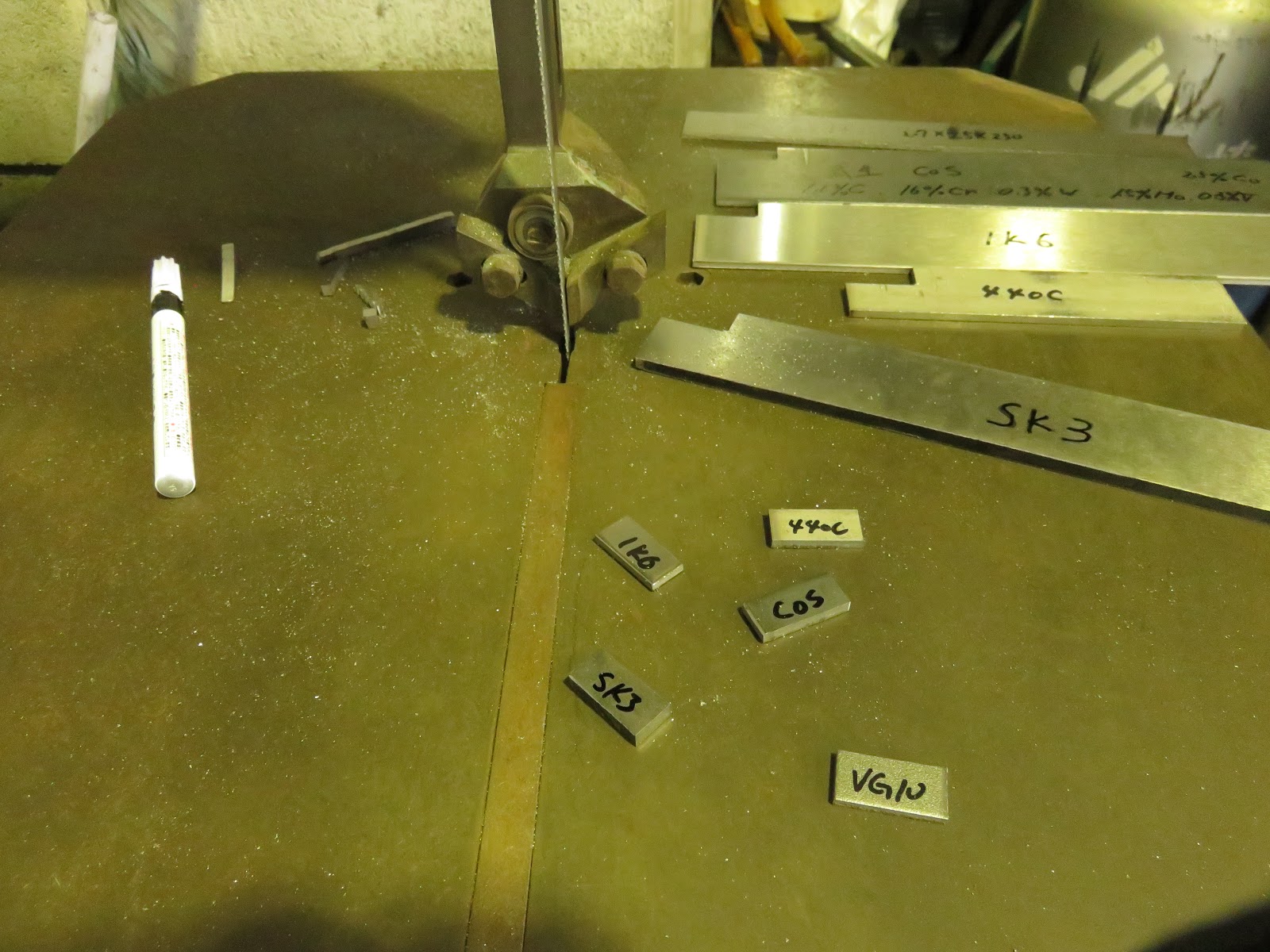
外形成形するのに使ってみた。
さすがに機械を使うと楽でいいなw
バーキングのベルトはちっと高価だから、外形切削や粗削りにこれ使ってみるのもいいかもしれないな。
細かいところはヤスリで仕上げ。
やっぱり基本は鉄工ヤスリだなw
今日も何種類かテストピースを切り出す。
先ずはBG42 横の画角が100μm。
ATS34に組成が似ていて、耐食性ベアリング用鋼らしい。
確か溶製鋼のはずだが、粉末鋼ぽくも見えるだな・・・なんだろか?
積層のVG10
75倍で撮影。
確認してないが、横の画角でおそらく800μm程度だと思う。
皮金の縞は数えたら16層だった。
積層VG10の芯金部600倍、横100μm。
無垢材と比べると若干全体的に炭化物が細かいか・・・
しかし一次炭化物と思われるものは、それほど細かくなってる感じはないな。
コアレス
75倍で撮影。
確かVG2とVG10の積層なんだっけか?
でかい炭化物が多い層がVG10で、少ない層がVG2なのだろう。
コアレスの600倍。
でかい一次炭化物がゴロゴロしている部分がVG10層だと思われる。
エッチングの問題もあるのかもしれないが、層の境界は明確ではない。
VG10の無垢材と比べると一次炭化物以外はかなり細かくなっている様だ。積層VG10より細かそうだ。
コアレスだと圧延比が相当掛かっているので、VG10とはいえ別物に近いのかもしれない。しかし一次炭化物の微細化には限界があるんだな・・・
青紙クラッド鋼の75倍撮影。
下の層が芯金の青紙鋼で、上の層が皮金になる。
皮金はステンレスだと聞いたが、鋼種はなんだろか・・・?
青紙芯金部の600倍撮影。
表面研磨とエッチングの問題で、ちょっと不明瞭であるが、大きな炭化物や介在物は見られず、組織はかなり細かそうだ。
鍛造せずとも削り出しでも十分使えそうだ。








 片面削れた。
片面削れた。 もう片面粗削り。
もう片面粗削り。