前回貼った組織写真の補足。
ATS34
生材と熱処理条件の違う写真を撮ったが、若干の様子が違う様に写ってる。表面研磨やエッチング、観察箇所の違いにより写りに変化があるが、基本的にどれも生材と様子は同じである。
適正範囲で熱処理されていれば、熱処理の前後では大きな違いは見られない様だ。
過熱があれば基地の鉄の結晶粒度が大きくなって網状の模様が出ると思われるが、どれも適正範囲であるのでその様なものは見られない。
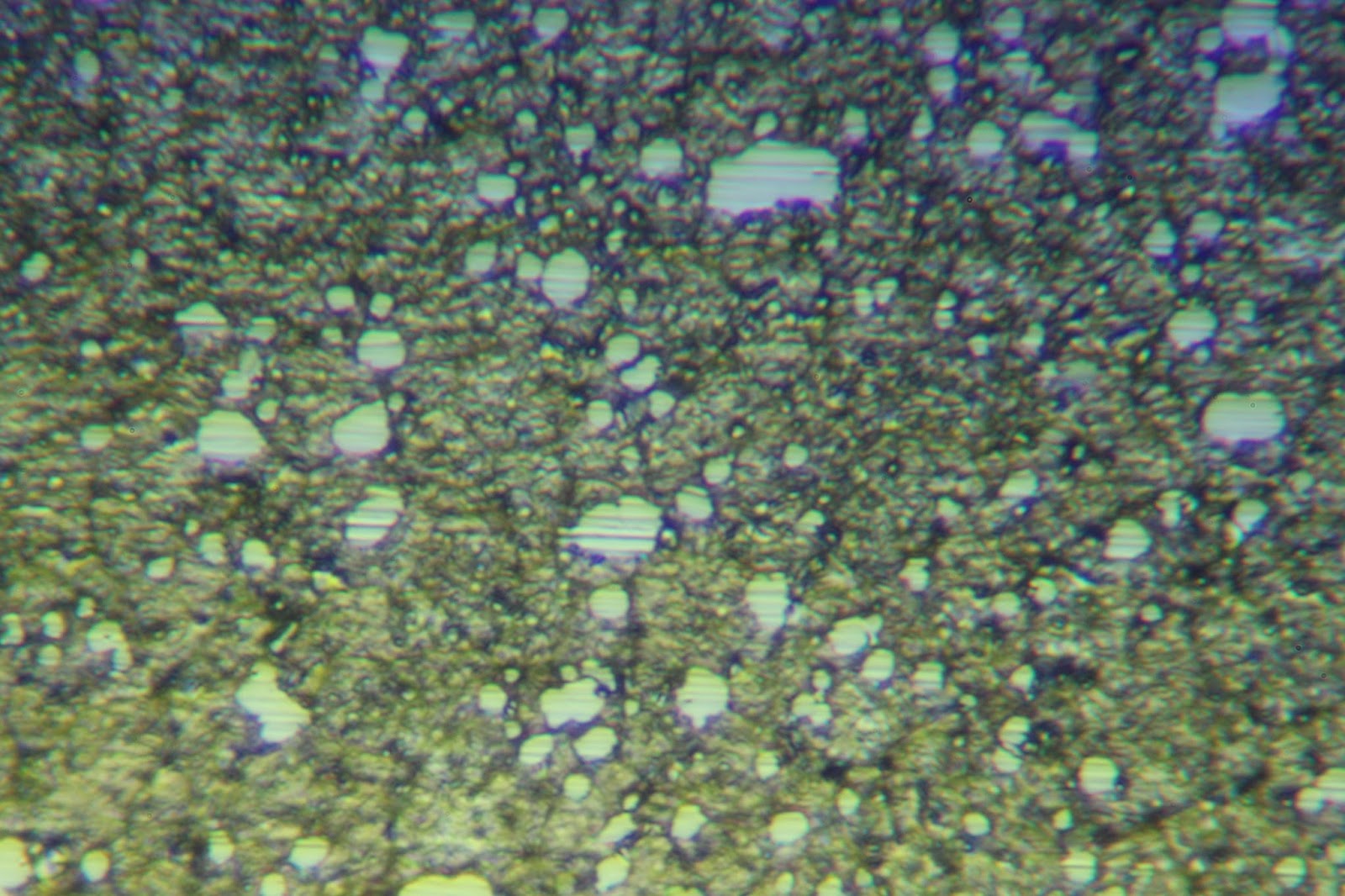
大きな不規則な形状で白く写っているのが、共晶炭化物とか一次炭化物と呼ばれるもの。
基本的に加熱しても溶ける寸前まで変化はしない。通常の熱処理では変わる事がない。
ATS34の場合で大きい物で10数μmの物がゴロゴロ分布している。
若干濃淡があり分布にはバラつきがある。
炭化物は硬く脆い。耐摩耗性に寄与するが刃先に巨大な炭化物が出る場合、欠けたり脱落しやすいので、精緻な刃付けには向かなくなる。
一次炭化物は溶製の高合金鋼は宿命の様なもので、大なり小なり大抵のステンレス刃物鋼には存在する。
CRMO7
剃刀用鋼という事で結構組織は細かい。
一次炭化物がないという事がうたい文句になっているが、観察すると明らかに一次炭化物と思われる大きめの炭化物が所々に見られる。
概ね3μm前後ではあるが、ところによっては10μm近くあるものも見られる。
自分の持っていたCRMO7がたまたま大きな炭化物を含む物だった可能性もあるが、経験的に今までいくつか使ったCRMO7で磨いたブレード表面に、ATS34程ではないが僅かに縞模様が出る物があった。
炭化物の濃淡が圧延方向に模様として出ているのでは?と考えていたが、どうやら一次炭化物が僅かながら含まれているからだったのだろう。
剃刀材の場合は0.何㎜厚のリボン状に圧延しているので、ナイフ用の帯鋼材とでは圧延比も違うだろうから、組織の細かさに違いがあるのかもしれない。
CRMO7はMo含有量が炭素量の割に多いので、焼入れ温度は高目にする必要がある様だ。
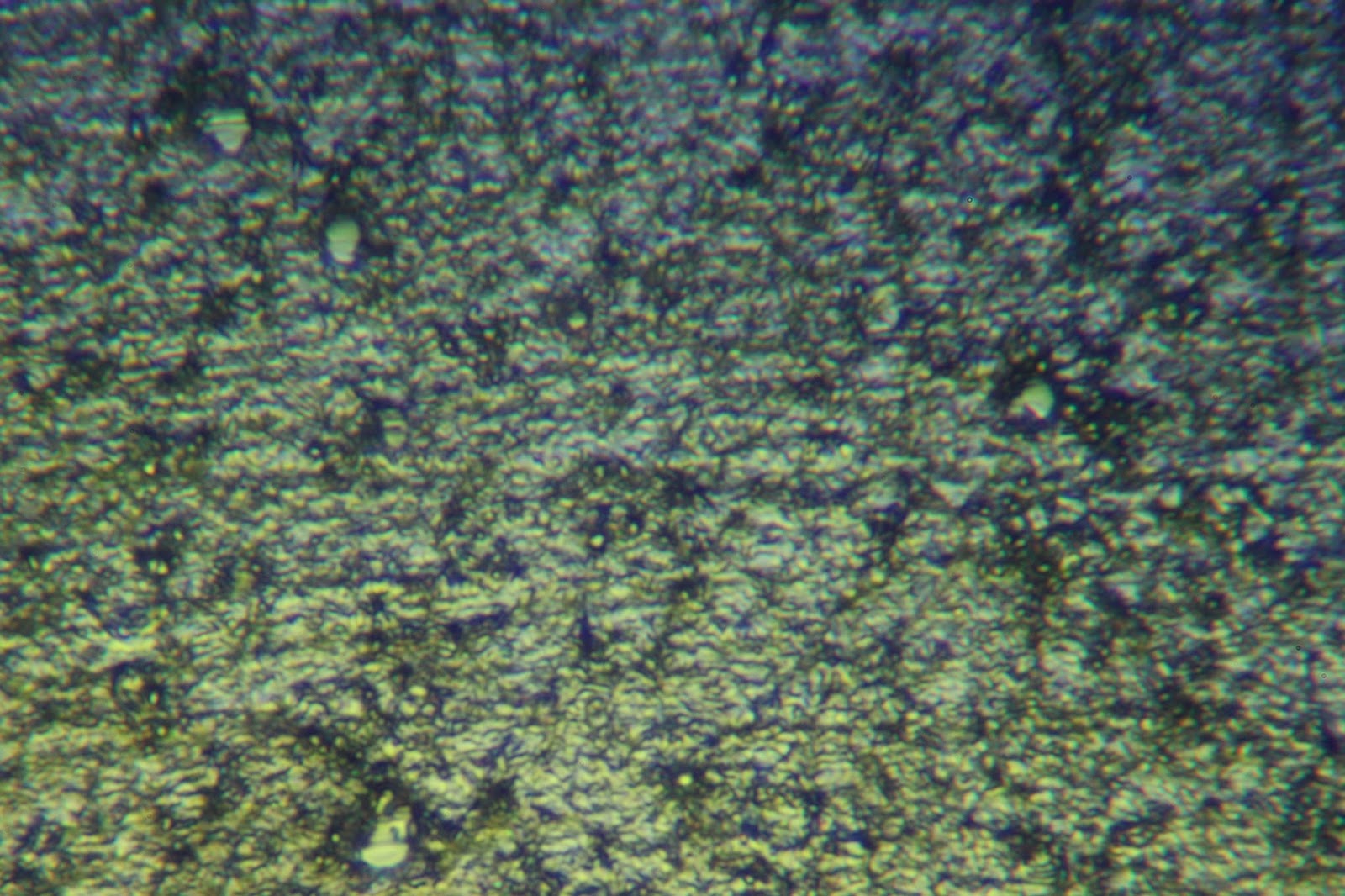
ZDP189
熱処理条件の違う3枚を載せたが、若干様子が違う様に見えるが、これもエッチングや観察箇所の微妙な違いでそう見えるだけで、実際にはそれほど大きな変化はない。
目につくのは3μm前後の丸い炭化物で、それなりに一様に分布している。
粉末鋼のもとになるガスアトマイズによる粉末の粒度は概ね100~300μmらしい。
おそらくこの3μm前後の炭化物は溶製鋼の一次炭化物に相当するのだろう。
一次炭化物の様に簡単には固溶しないのであれば、ピン止め効果で基地の鉄の結晶成長を阻止できる。
HIP処理で固める事ができるのも、これが効果的に働いているからなのだろう。
ZDP189は炭素量に対してCr以外の合金含有量は少ない。
炭化物の多くはCrによるものなので、それほど硬いものでなく耐摩耗性がよすぎるわけでもない。
それとZDP189は基本的に焼き入れ温度は比較的低い。
マトリックスアイダのATS34の熱処理条件は焼入れ温度が高目で、ZDP189にはオーバーヒートになるのではと思っていたが、組織はとくに過熱による異常は見られない。
これも炭化物によるピン止め効果によるものなのだろう。おそらくHIP処理温度までは焼入れ温度を上げても問題ないと思われる。
SPGⅡ
これも生材と熱処理したもので若干様子が違う様に見えるが、本質的には違いはない。
ZDP189に比較して、見える炭化物は形状がやや不規則で、分布もややムラがある。
V含有量が2%程度あるので炭化物はかなり硬い。
SPGⅡはものにより磨きにくい事があるが、もしかしたら炭化物の形状や分布にバラつきがあるのかもしれない。
SPGⅡは実際使っていると刃先が明らかに劣化してきていると思われるのに、何故かまだよく切れると言う事がある。
多分刃先が劣化してきても、硬い炭化物が出てきて切れ味に寄与しているんだと思う。
単純に比較はできないがSPGⅡはATS34とS30Vの中間的な位置付けになるんじゃないかと感じてる。
S30V
使った感じでは炭化物がかなり大きいんじゃないかと思っていたが、実際はそれほどではなかった様だ。
V含有量が4%にもなるので、炭化物は非常に硬いものが大量に分布しているのだろう。
基地の鉄自体はそれ程硬くはないが、硬い炭化物が大量にあるため切れ味はこれによるもので、ちょっと癖がある。SPGⅡをかなり極端にした印象だ。
カウリY
思ったより炭化物が大きめだ。
形状は比較的揃っていて、分布も比較的均一の様だ。
カウリYで作った感じは、磨きやすく変に癖がなく扱いやすい印象だった。
実際使った感じは、研ぎやすくそこそこ長切れして使いやすい。
Vは1%程度の含有なので、硬い炭化物の量は抑えられているからなのかもしれない。
ATS34、SPGⅡ、S30Vと比較するなら、ATS34に近い感じだ。
V量が抑えられているので熱処理で硬さは出やすい。極低温の焼き戻しだとHRc65程度出て、二次硬化する高温焼き戻しなら62程度になる様だ。
錆びるという程ではないが、水分が表面に付着したままだと、曇る様に極薄く腐食する事がある。何故かは分からない・・・
自分にとってはかなり理想に近い鋼材だ。しかしもう入手できないのが残念。
カウリX
組成が似ているはずのZDP189から比較すると、炭化物の形状が不規則だ。
ZDP189とは使った感触は結構違いがあるのかもしれない。
カウリYと同じメーカーの鋼材なのに、炭化物の形状や分布の状態が違うのが興味深い。
CV134
炭素量とVの含有量が多いので、硬い一次炭化物がジャリジャリしているんだろうとは思っていた。
研ぎ上げて滑らかな刃を付ける用途には向きそうにない。そもそも砥石を使って手で研ぐには大変そうだ。
用途によってはいいのかもしれないが、自分の好みではないな・・・

組長の娘さんに使ってもらってるHMS67の小ナイフ。
ワンコ用の鹿ジャーキー作るのに猟期中使ってた。
解体に使ってたわけじゃないのでそれほど刃は傷んでなかった。なかなか使い方も上手かったってのもあるみたいだ。
案外HMS67がナイフ用に手に入るステンレス鋼の中では、一番組織が細かいかもしれない。
より炭素鋼に近い組織のステンレス・・・そんなものがあればいいのだが・・・

 ギヤボックスのフューラーボルトがなくなっていて開きっぱなしだった・・・
ギヤボックスのフューラーボルトがなくなっていて開きっぱなしだった・・・ 転輪の駆動側は表面のゴム(?)が完全に剥がれていて、大分表面が摩耗している。
転輪の駆動側は表面のゴム(?)が完全に剥がれていて、大分表面が摩耗している。